Так получилось, что уже больше 12 лет занимаюсь всем, связанным с производством всякой деревянной мелочи типа палочек для еды, столовых приборов из шпона и прочего. Тут, на Пикабу, лежит несколько моих постов про то, как делают палочки для еды, зубочистки, ложки – вилки и прочее.
Часто ко мне обращаются с вопросами о покупке оборудования и при этом просят также подсказать, что лучше производить, чтобы легко продать. При этом не раз и не два обращались те, кто уже производит фанеру или листовой шпон и хотят на базе того, что есть, делать также и посуду. А чо? Шпон есть, отходов много, нарубим из отходов ложек – вилок, заработаем дополнительно. В итоге решил написать как выглядит организация производства подобной продукции в целом. Кому-то пригодится по работе, кто-то просто почитает и офигеет от того, насколько непросто то, что кажется простым. Сразу скажу - написано кратко и схематично, для общего развития. По каждому этапу можно такую простыню написать, но кто это читать будет...
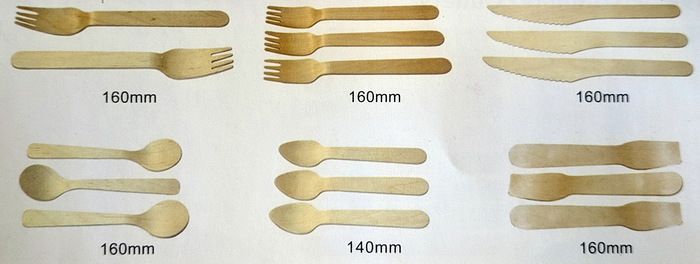
Для того, чтобы развить предприятие, надо в принципе определиться, что будем производить и, самое главное, куда и кому продавать. Тут я не могу дать жестких рекомендаций, только направления движения. Большие объемы реально продавать на экспорт. Китай, прочие страны, с которыми Россия сотрудничает (вплоть до Индии или Ближнего Востока). Исходя из уже накопленного опыта работы, я бы рассматривал в первую очередь производство плоской продукции, которая не требует формовки в прессах. Это палочки для мороженого, косметический шпатель и размешиватель для напитков. Размешиватель и шпатель востребованы на внутреннем рынке. Палочку для мороженого можно продавать и в России, и в Китае. Можно выпускать часть продукции готовой, упакованной для внутреннего рынка и россыпью заготовку для Китая.
Но, чтобы вообще влезать в это все, надо добиться требуемого качества продукции до уровня, который позволит продавать ее по приемлемым ценам. Технически – это реально.
Писать буду по этапам производства, так проще выстроить логику производства. Фото и видео сняты мной, они рандомные, для общего понимания процессов и оживления скучного текста. Но, прежде чем перейти к техпроцессам, важная вставка, которую я просто обязан разместить в самом начале, чтобы ее точно прочитали.
Ко мне часто обращаются производители фанеры или листового шпона с вопросом покупки оборудования без лущильной части, поскольку у них есть шпон, который они производят и хочется использовать его или отходы производства шпона для переработки в посуду. Это неправильный ход. Теоретически сделать их этого шпона посуду можно, но качество будет плохим. Для посуды к шпону совершенно другие требования, нужно совсем другое (идеальное) качество поверхности при лущении, эластичность шпона и т.д.
Проще объяснить так: шпон для фанеры и шпон для отделки не несет сам по себе большой механической нагрузки в одном отдельно взятом слое. При изготовлении фанеры вы склеиваете слои шпона между собой, вам не критически важна гладкость поверхности, шершавый шпон даже лучше будет склеиваться, адгезия выше. Отделочный шпон потом будет наклеен на какую-то поверхность, даже если он будет немного рыхлым, с микротрещинами, клей и жесткость основания нивелируют эти проблемы, потом будет шлифование и покрытие лаком, маслом, воском. При изготовлении посуды шпон обрабатывается механически, сушится, формуется и тут нет «костылей» в виде клея, многослойности, жесткого основания и т.д. Если шпон изначально шершавый, ворсистый, никакая шлифовка в шлифовальном барабане это не уберет, барабан нужен для шлифовки заусенцев на торцах и кромках. Если шпон рыхлый, при сушке с большой долей вероятности заготовку будет гнуть, что создаст проблемы в обработке в последующем. Также рыхлый шпон с микротрещинами будет ломаться при формовке, вы получите большой процент брака. Качество продукции из шпона, о которой мы говорим, достигается только правильной подготовкой древесины и идеальной заточкой как лущильных, так и вырубных ножей.
Общая логика размещения производства выглядит так. Помещение котельной, участок варки и последующей окорки чурок (лучше отдельное помещение, много влаги, пара, грязи), участок лущения и вырубки продукции, участок сушки, участок шлифовки (галтовки), участок фрезеровки (если нужен), участок сортировки, участок упаковки. Последние два могут быть объединены.
Подготовка чураков. В цеху подготовки чураков ставим окорочный станок! Обязательно! Место за окорочным оставляем для постройки емкостей для варки. Оптимально – емкости для варки и окорку вынести в отдельное помещение. Установить тельферы для загрузки корзин с чурками в ванны.
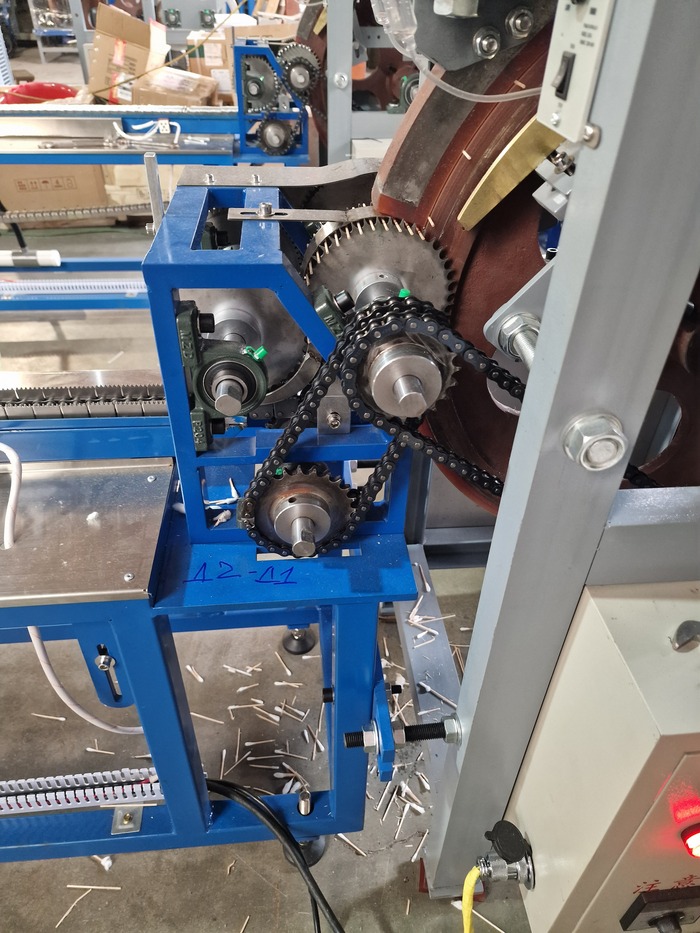
2. Лущение шпона и вырубка заготовки. 2 лущильных станка. Лущильный станок с электронной регулировкой толщины шпона и 2 вырубных станка с электронной регулировкой шага (обычно норма 2 рубочных на 1 лущильный). Тут можно оперативно менять настройки по толщине шпона и ширине продукции (шагу вырубки). Также наличие двух лущильных станков создает резерв. Даже если с одним станком возникает проблема – второй не даст заводу полностью остановиться. Это одно из узких мест на производстве.
3. Сушка продукции. Тут есть два пути. Попробую подробнее рассмотреть.
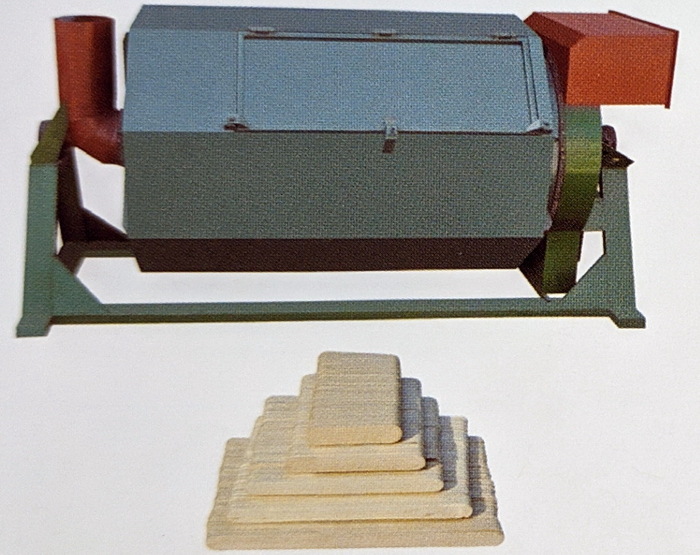
a. Сушильные барабаны и (или) камера для сушки размешивателя. Для продукции типа шпателя или палочки для мороженого сушильно – шлифовальные барабаны хорошо подходят. Недостаток – они относительно небольшие, так что на один комплект для лущения (лущильный + 2 рубочных станка) ставят как минимум 3 таких барабана длиной 6-7 метров. Если часть продукции – размешиватель (который нельзя сушить в барабанах, он слишком тонкий и легкий, его ломает, гнет при сушке в барабане), то может и 2 барабанов на комплект хватить. Но под размешиватель лучше ставить сушилку с сетчатым полом для сушки размешивателя. В нее можно его загружать навалом, можно использовать сетчатые корзины для удобства, которые ставятся друг на друга. Есть вариант реализации с этажерками на колесах, в которые вставляются сетчатые короба с размешивателем и этажерки закатывают в камеру. Тут надо думать и пробовать, что именно будет оптимально для ваших условий.
b. Сушилки проходного типа. Система, которая позволяет сушить любую продукцию. Несколько уровней сетчатых транспортеров в закрытом корпусе, через которые продувается горячий воздух. Загрузка сверху, постепенно продукция пересыпается с транспортера на транспортер и внизу на выходе получаем сухую продукцию. Позволяют сушить любую продукцию практически без повреждений, работают непрерывно. Но есть несколько важных нюансов. Высокая стоимость в сравнении с теми же барабанами. Одна сушилка может сушить один тип продукции, например, пока не закончим размешиватель – не сушим палку для мороженого. Либо надо ставить хотя бы 2 сушилки, что еще увеличивает расходы. Габариты. Самый минимум — это где-то 2,5 метра ширина, длина 12-16 метров, высота около 4 метров + воздуховоды и загрузочное устройство. Кроме того, для галтовки (шлифовки) палочки для мороженого и шпателя необходимо дополнительно ставить барабаны, каждый из которых обычно 12 метров длиной и ставят их последовательно по 2 штуки. Итого 2 сушилки и 4 барабана займут заметную часть цеха.
Итого – вопрос сушки надо серьезно обдумывать, прорабатывать, считать. Обеспечение теплом – рассмотрим отдельно.
4. Фрезеровка Этот раздел касается палочки для мороженого и шпателя. Можно пропускать заготовку этой продукции через фрезерные станки, которые снимают фаску (скругляют) боковые грани. Это улучшает товарный вид продукции. Та же палка для мороженого. Также участок фрезеровки нужен, если вы собираетесь делать какую-то круглую продукцию (шампур, палка для еды, зубочистка и т.д.).
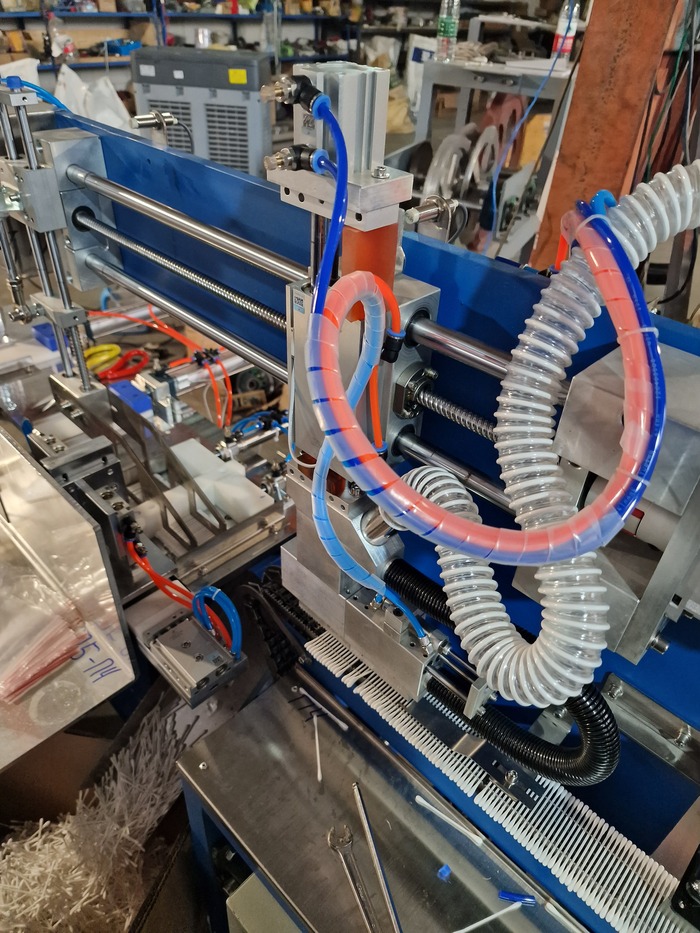
5. Сортировка и упаковка. Объединяю в одном блоке, поскольку все взаимосвязано. Тут все просто. Добавляем сортировщики под нужный тип продукции. Есть 2 варианта сортировщиков, с оптическими датчиками (проще конструкция (но не настройка) и дешевле) и с компьютерной обработкой информации с видеокамер. Для того же размешивателя на внутренний рынок можно брать попроще. Вот если рассчитывать на экспорт в Китай и страны ЮВА – надо ставить с камерами, чтобы контролировать цветность тех же палочек для мороженого. Сортировку и упаковку лучше не объединять. Темп работы станков разный. Несколько сортировщиков шпателя могут загрузить один кассетировщик, который пакует шпатель в пачки по 50 штук с утяжкой бумажной лентой. Тоже самое с размешивателем, палкой для мороженого. Также перед принятием решения по упаковочному оборудованию надо четко понять, что и как будем упаковывать. Есть станки, которые, например, могут паковать размешиватель в индивидуальную упаковку в бумагу или пленку и потом еще упаковывать этот уже упакованный размешиватель в пачки по 200-500 штук. Кассетировщики могут иметь модуль упаковки пачки по 50 штук в пленку и т.д.
6. Хранение готовой продукции. Однозначно нужно отдельное помещение под склад готовой продукции. Поскольку нет требований к температурному режиму, можно просто поставить модуль из сэндвич-панелей под склад или несколько старых контейнеров 40-футовых купить, поставить на опоры и использовать как склад.
7. Теплоснабжение. Ставим паровой котел Требования к котлу – работа на отходах производства (сырых!!! Это обязательно указать при заказе!) и нетребовательность к качеству воды. На китайских заводах применяют котлы на 2-3 тонны пара в час, этого хватает заводу на 2 линии (2 лущилки 4 рубочных). В емкостях монтируем трубы на дне с отверстиями для выхода пара. Котельную лучше вынести в отдельное помещение и располагаться она должна как можно ближе к участку варки чурок, чтобы минимизировать теплопотери. Также в одном объеме с котлами в котельной или рядом с ней в отдельном модуле можно поставить и дробилку для отходов небольшую, чтобы облегчить загрузку в топку отходов (вещь очень шумная и в цеху мешает работе). При нормальном темпе производства у вас будут горы отходов после вырубки, которые очень неудобно закидывать в топку, проще их слегка измельчить. Важно помнить – пар обязателен для варки чурок! Можно использовать несколько котлов, можно поставить водяной котел на обогрев сушилок и (или) отопление цеха, но пар обязательно нужен.
8. Заточка. Сформировать нормальный заточной участок. Это вторая составляющая качественного шпона! Лущильные ножи надо точить особым образом, подробно тут описывать не буду. Поставить станок для торцовки вырубных ножей. Возможно, поставить ленточный гриндер для заточки вырубных ножей. Это сделает заточку более предсказуемой и снизит зависимость от личных качеств и навыков заточника. На заточном участке лучше не экономить. Используются японские водные камни, зерно 1000 и 8000 грит, они дорогие, но себя окупают. Не смотря на наличие собственных производств, на всех заводах в Китае, где мне довелось побывать, используют японские камни для заточки лущильных ножей.
Далее еще немного общих слов. Производство посуды (ложки, вилки, ножи) я бы отложил на будущее. К этому можно вернуться, когда вы доведете качество шпона до приемлемого уровня. Только после этого можно двигаться в направлении формованной продукции.
Основная проблема, с которой вы столкнетесь – обучение людей и культура производства. Можно купить любое оборудование, но, если не будет выполнения правил и требований, контроля качества – работать ничего не будет.
Даже при возможности вложить серьезные деньги в развитие производства, я бы разбил все на 2 больших этапа.
Первый этап – покупка минимально необходимого комплекта оборудования. Организация правильной варки чураков. Организация заточного участка и обучение заточника. На базе этого отлаживаем производство качественного шпона и продукции из него (палка для мороженого, шпатель, размешиватель). Как только появляется приличный шпон – делаем образцы продукции и отправляем потенциальным покупателям. На этом этапе самое важное – отработать техпроцессы получения шпона, создать свои технологические карты и инструкции. Вам нужно подготовить людей, которые при расширении производства смогут масштабировать производство, обучить новых рабочих и не дать откатиться достигнутому качеству.
Второй этап – масштабирование производства. Увеличиваем котельную, заказываем дополнительное оборудование, расширяем производство (все, что выше описано). На этот момент у вас уже есть база, люди с нужными навыками, опыт работы, технологические карты, алгоритмы варки и т.д. Вам есть с чем работать.
Если у вас есть доступ к осине в промышленных объемах – можно рассмотреть производство заготовки палочки для еды для Китая. Этот продукт в Китай можно продавать в любых объемах, но нужно четко соблюдать требуемый уровень качества и требования к цветности продукции. По этому направлению нужно разговаривать и прорабатывать все отдельно, поскольку используются специализированные рубочные станки и есть много нюансов по производству.
Что касается автоматизации производства. В последнее время каждый первый позвонивший хочет волшебную схему в стиле "сюда баран - отсюда колбаса". Минимум людей, завод сам работает и все автоматически происходит. Увы, в этом направлении так не получится. Люди нужны, их надо учить, воспитывать. Глубокая автоматизация тут будет стоить очень дорого, реализовывать это сложно. Но на отдельных этапах можно уменьшить количество рабочих и упростить операции. Автоматическое управление процессом варки, заполнением и сливом ванн (есть разработки российских мастеров, сейчас как раз проходят обкатку). Автоматическое управление процессом сушки. Обвязка станков конвейерами для удобного и быстрого перемещения продукции между участками (разработку лучше заказывать в России, везти из того же Китая конвейера и потом подгонять их по месту – дорого и долго). Организация автоматической загрузки станков продукцией. Вообще к вопросам автоматизации лучше обращаться, когда есть понимание что вообще будет выпускать завод, где и как будет размещено оборудование и т.д.
Напомню, выше обсуждается только оборудование. Важно помнить, что требуются вложения в котельную, помещение, электрику. При использовании пара возрастет потребление воды, поскольку котел будет подавать пар в варочные емкости и пар этот невозвратный. И в целом с увеличением объемов производства воды будет уходить больше. Тоже самое с канализацией, слив воды после варки.
Все написанное выше – не инструкция как надо делать пошагово, а направление движения. Все это надо прорабатывать, прикидывать размещение, расстановку оборудования, порядок действий, количество оборудования и многое другое. Я постарался дать какие-то базовые значения, чтобы тот, кто это прочитает, осознал объем работы, затрат и проблем, которые могут возникнуть в процессе создания производства такого плана.
Да уж, портянка получилась знатная, но пусть будет так, укорачивать не буду, и так порезал многое, что в голову пришло. Кому что интересно - задавайте вопросы, буду отвечать по мере возможности.