Сидел я тут дома и скучал, и дай, думаю, картину замучу. Тем более, что у меня дома как раз завалялся лазерный станок и УФ-принтер. У каждого же дома он есть, есть ведь?
Есть?
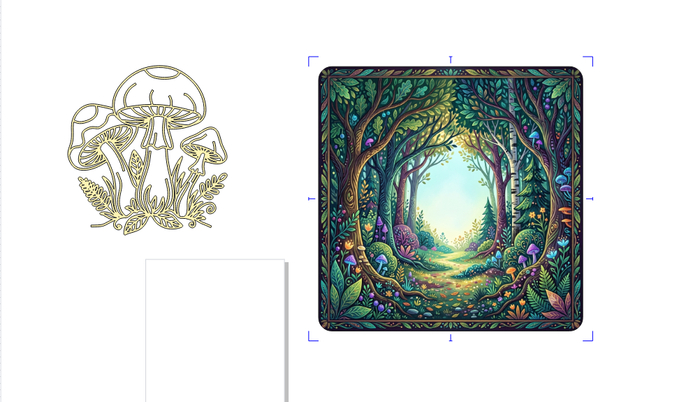
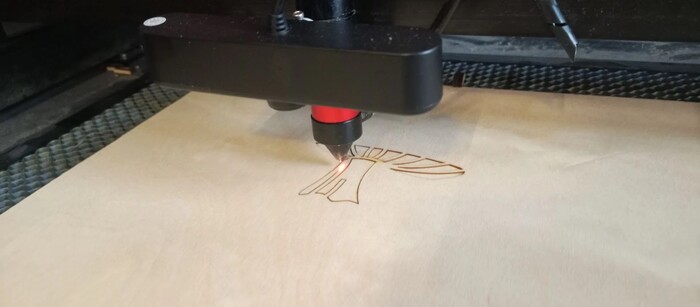
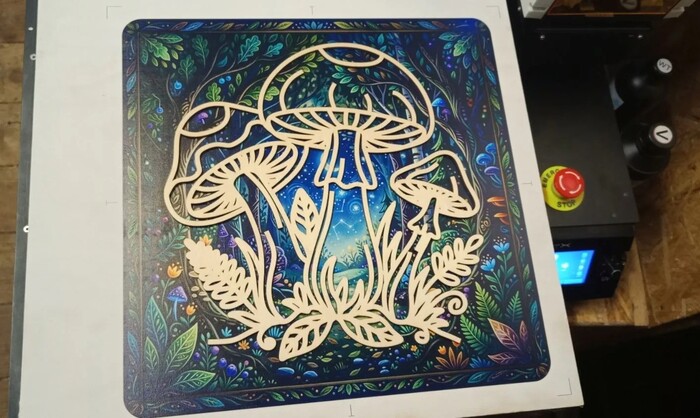
У нас ведь стране как, есть идея, нет Икеа. Идея состояла в двуслойном панно из фанеры, где фон напечатан на УФ принтере, а контур ключевого объекта – вырезан на лазернике.
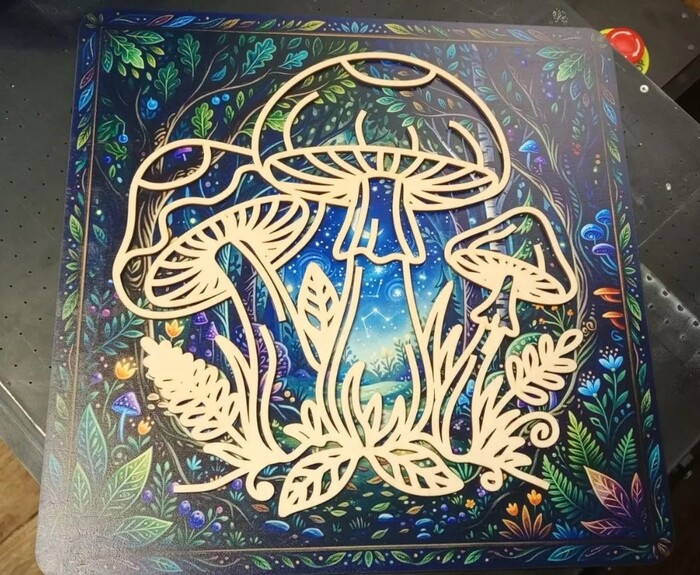
Для ЛЛ сразу результат:
Еще не приклеено ничего, но суть ясна. Дальше можно не читать, ага.
Дальше будет больно тем, кто считает, что нейросети – зло, поэтому им тоже можно дальше не читать, но сразу скажу, что нейронками я пользуюсь лишь для генерации картинок и то потому, что художник из меня никудышный, хотя по референсам отрисовать макет в Кореле – вообще не проблема, чем и займемся.
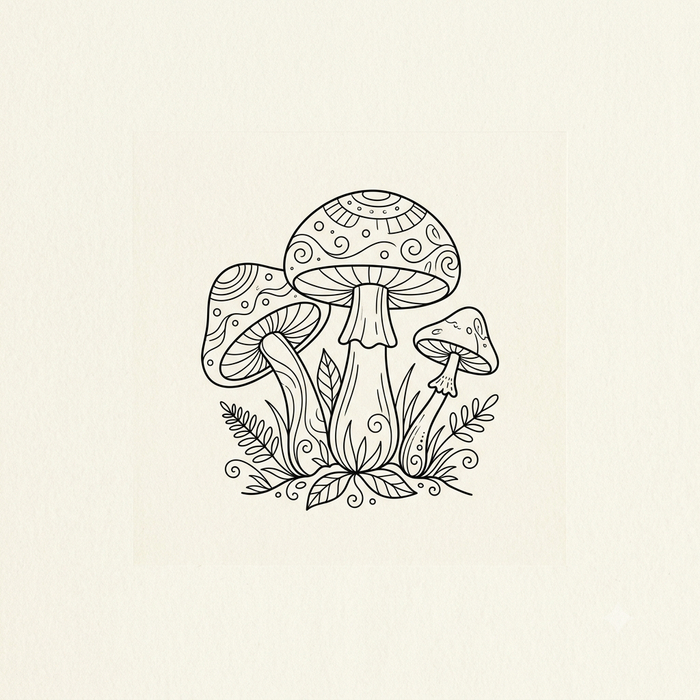
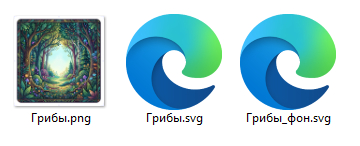
Как я и сказал, художник я от слова «худо», поэтому просим Gemini нарисовать две картинки: фон и собственно контур, который мы потом к Кореле обрисуем, чтобы было масштабируемо во все дыры стороны.
1/2
Результат "упорного труда" нейросети.
Результат фона меня устраивает, а контура тем более, учитывая, что я его в векторе все равно отрисую сам и все, что не понравится, просто изменю/добавлю.
Собственно, открываем CorelDraw и приступаем.
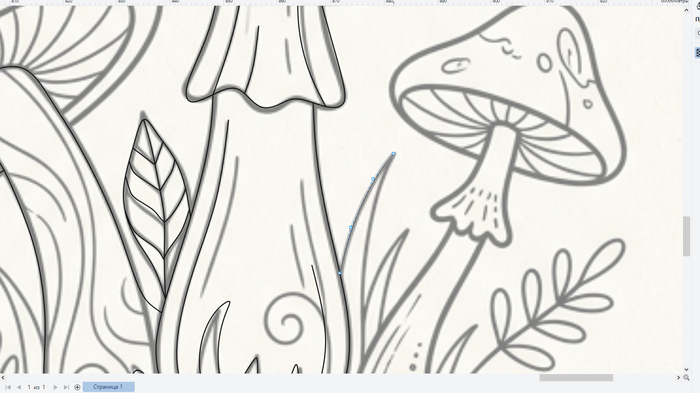
Обрисовываем контур вручную. Трассировщики идут нафиг, потому что результат не такой прогнозируемый. как мне надо.
Процесс не быстрый, но спустя каких-то 30-40 минут получаем вполне себе сносный вариант.
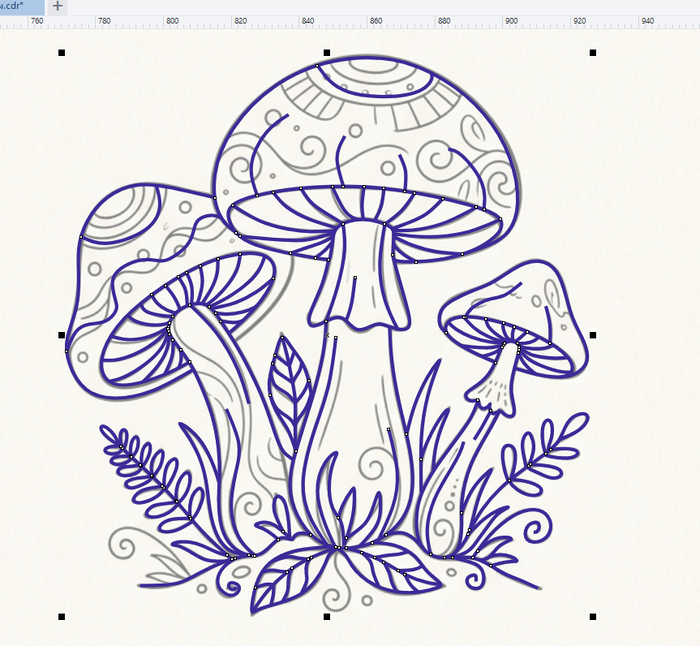
Тут я заодно проверяю, все ли отрисовал, что хотел, изменив цвет абриса и его толщину. Видно, что пропустил несколько элементов, поэтому дорисовываю и иду дальше.
Готовлю фон, скругляю углы для эстетики (ну бесят меня острые углы у картин). Преобразовываю абрис грибов в линии, задав заодно нужную толщину, вставляю специальные метки вокруг фона.
Метки нужны, чтобы после печати лазерник их считал и все четенько по контуру вырезал, а я не прыгать вокруг станка.
Вот ту бы мне, дураку, прикинуть что в итоге получится, но я же творю, а тварям свойственно ошибаться, но об этом далее.
Экспортируем результат из Корела. У нас должно получится 3 файлика: вектор для резки грибов, PNG для печати фона и вектор для вырезки фона опосля печати.
Те самые заветные "макеты"
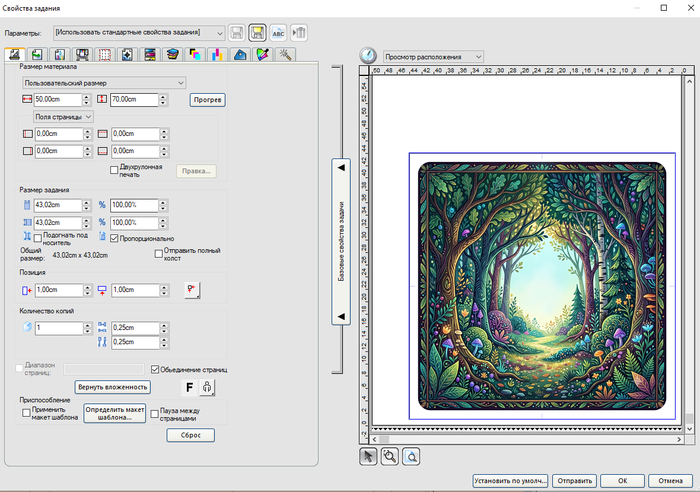
Дальше все просто: пихаем картинку в программу УФ-принтера, смотрим где и как оно будет располагаться.
Тут размеры поля печати, отступы-шмотступы и другая типографская настройка
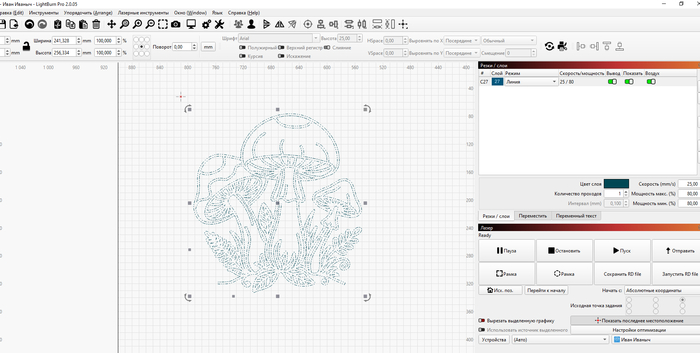
Пихаем макет грибов в LightBurn (софт для лазерного станка)
Кто знает - тот знает.
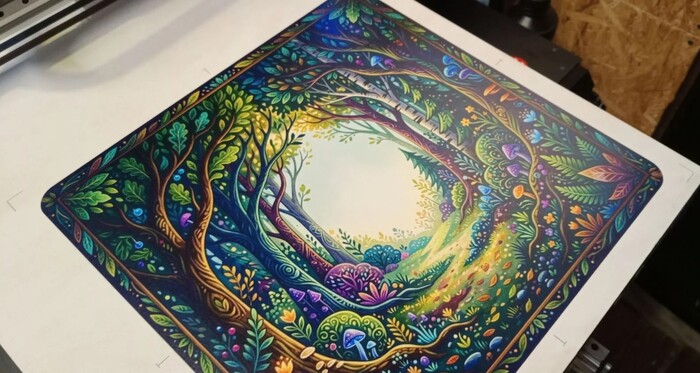
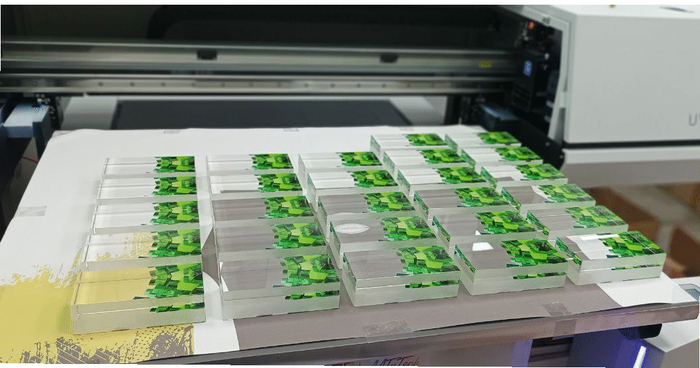
И там и там кладем то, на чем будем печатать, помолясь нажимаем на «ПУСК» и любуемся, как один станок печатает фон на заранее шлифованной и грунтованной фанере:
Фото смазано, потому что башка принтера туда-сюда, но суть уловить можно.
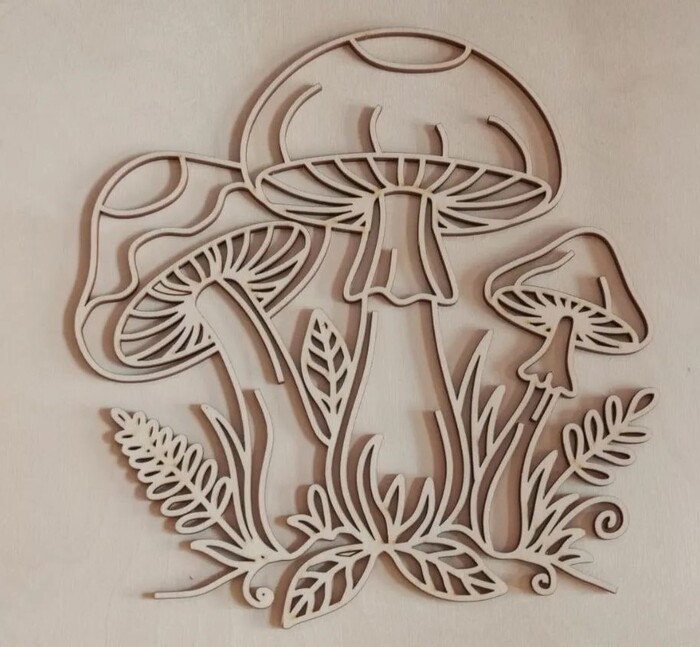
А второй режет на обычной фанере грибочки:
Вот эта байда широкая перед режущей головой – веб-камера, которая потом будет метки считывать.
Ну и результаты печати фона и реза:
1/2
Ля красивое. Грибочки уже вырезаны и просто лежат на целом листе фанеры.
Примеряем хер к пальцу грибы к фону.
И тут я понял, что покой нам только снится.
И вот тут я понимаю, что мне не нравится, и я раздолбай ошибся. Фон слишком светлый, линии слишком тонкие, и вообще пошло оно все в пизду надо все переделывать…
Процесс переделок показывать смысла не вижу, там все тоже самое, только попросил нейронку сделать ночной фон, увеличил толщину линий контура (для этого я его в векторе и отрисовал, чтобы не париться потом в таком случае, как знал, сука, а дальше весь процесс повторяется, как уже и было описано.
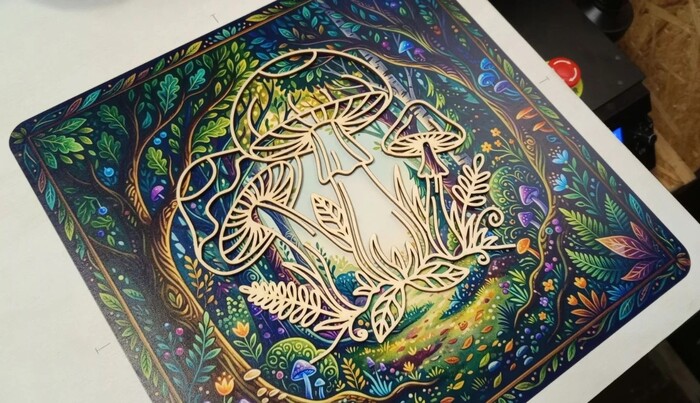
Итогом получаем вторую версию:
Фон темнее, линии толще, я довольнее.
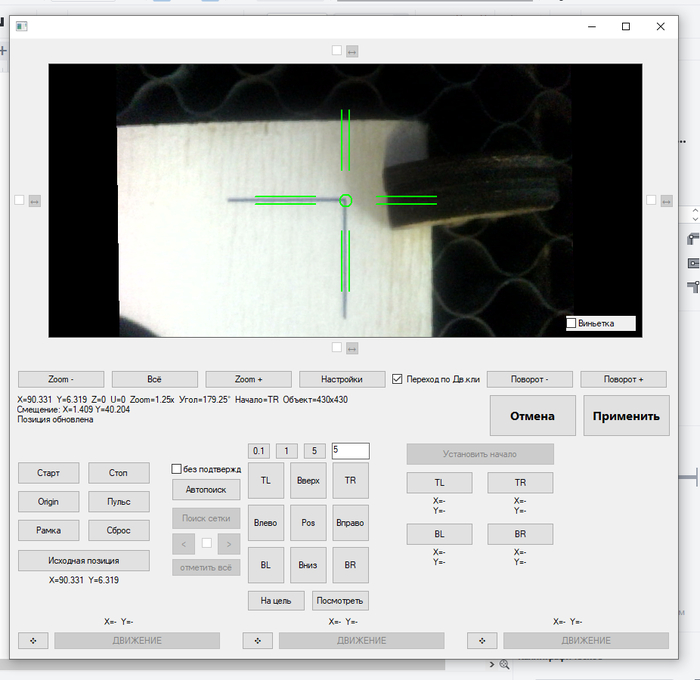
Тут меня все устроило, поэтому пихаем целый лист с напечатанным фоном в лазерник, дабы этот самый фон извлечь из листа, ищем метки:
Использую макрос "Докер от Деревяшкина". Тут и нужна веб-камера на голове станка.
Ровнехонько по контуру, за счет этих самых меток, вырезаем фон:
Без допусков, припусков - прямо рай для перфекциониста.
Ну и, собственно, результат вы видели в самом начале.
Дальше процесс предельно прост - грибы приклеиваются к фону и все это добро вешается на стену. Сейчас все это дело сохнет под прессом, поэтому фото не прикладываю, тут и так все понятно.
Спасибо, что прочитали, если прочитали, а нет ну и похер идите с миров. Всех обнял.
В сувенирной УФ печати довольно типичная задача - печать по готовым изделиям. Ручки, флешки, ежедневники и вот это вот всё подарочное, наградное и прочий ширпотреб с маркетплейсов. У каждого изделия своя площадь нанесения и координаты этой площади, и нам как то нужно туда попасть. Желательно ровно.
Условия при которых будет продолжаться повествование
Принтер: Mimaki UJF 6042Mk2
Рабочее поле 60х42см
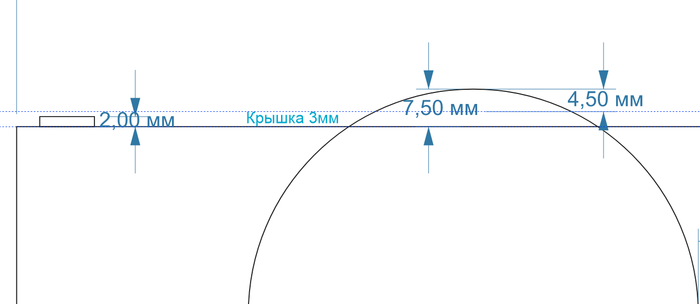
Хайдроп по паспорту 4,5мм
Углекислотный ЧПУ лазер
Софт: КорольДров какой-то версии
Пара культей, лучше не задумываться откуда они растут
Немного отваги
Стандартный метод - печать шаблона
Нет более очевидного решения чем напечатать сетку прямо на столе принтера. Конкретно в цеху где я работаю у меня есть доступ к неограниченному запасу бесхозной бумаги, так что я не обременяю себя необходимостью каждый раз отмывать стол. Но тут как повезёт. Да и стол УФ принтера всё таки обычно делается с учётом, что краска от него должна легко очищаться. По ситуации скребком для стеклокерамических плит или тупо тряпкой в изопропиле/ацетоне.
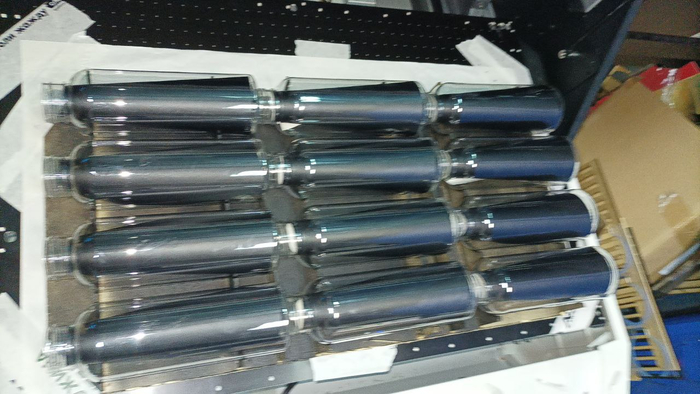
Данный метод прекрасен в своей простоте, но совершенно не пригоден для работы с изделиями которые не хотят лежать так как нам хочется. Вот мы сейчас и рассмотрим такую задачу. В нашем случае это будут кружки.
Примерно такие
Проблем тут сходу целых две:
Оно не плоское и не будет просто так лежать спокойно и ждать пока мы всё сделаем.
Оно даже не цилиндр. Диаметр переменный.
А теперь пошагово.
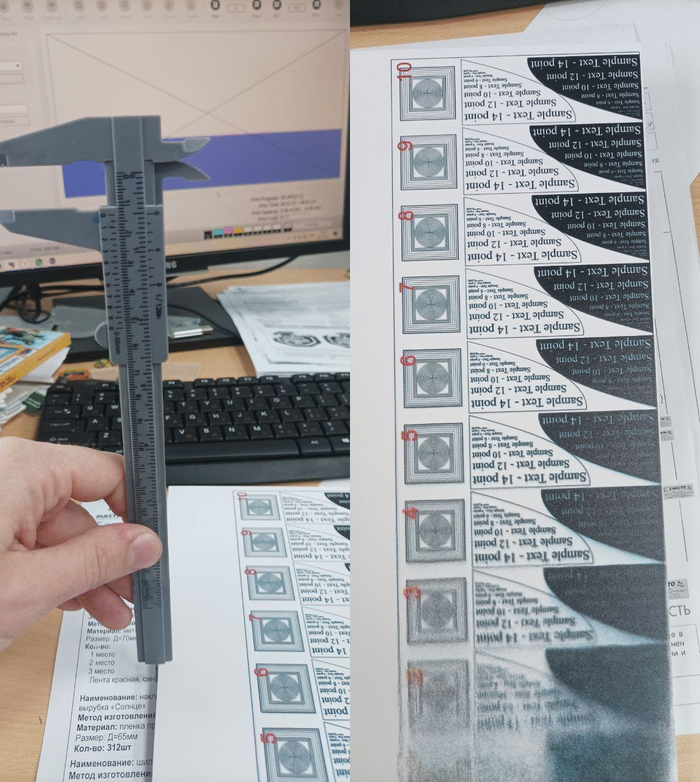
Шаг 1 - Измеряем
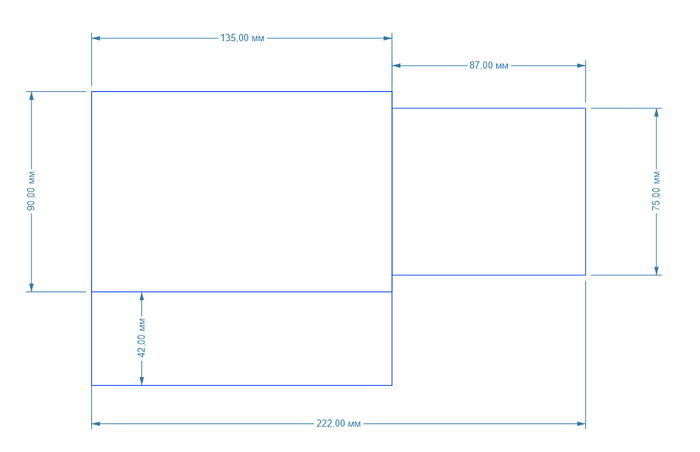
Берём какой ни будь штандартенциркуль и замеряем предмет во всех интересующих нас измерениях. Если циркуля нет даже обычного, то идём в магазин рейхсканцелярских товаров и покупаем. Рисуем в короле дров условный чертёж на основе измерений.
Чертёж типа
Нам не интересна форма ручки и точность изгибов, поэтому рисуем условно.
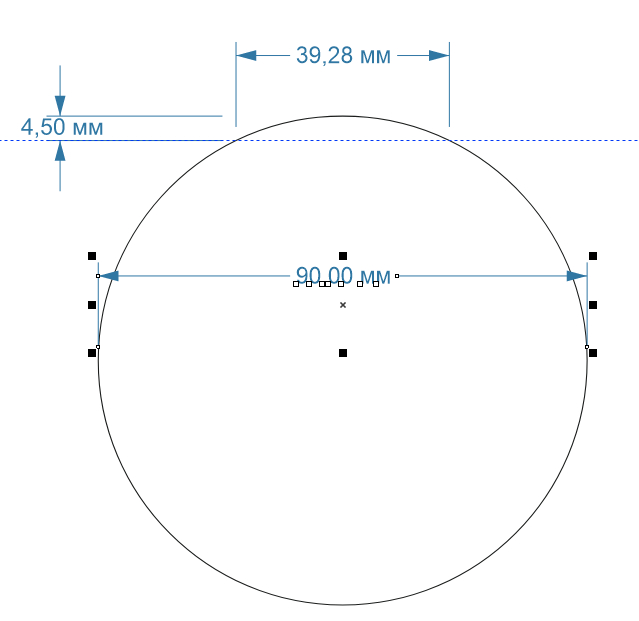
Шаг 2 - зона печати
Условный чертёж есть, теперь определимся а де мы вообще напечатать можем. Тут важно знать на каком максимальном зазоре принтер способен печатать с приемлемым качеством.
Если максимальная величина зазора неизвестна, можно упороться и провести тест печати на наклонной поверхности. На свой страх и риск конечно же, и учётом техники безопасности. Ну или посмотреть описание той же вейвформы, там может быть прямо в названии указано.
В нашем случае это 4.5мм. Опускаем направляющую от верхнего квадранта на 4,5 и замеряем какая ширина у нас получилась. По другой оси, от верха до изменения диаметра я намерил 135мм.
Вот и получается что у нас кружка большая, а напечатать мы можем максимум 39х135мм
Шаг 3 - База
Как это часто бывает, нам нужно какое-то днище на котором всё будет держаться. Собирать я это буду на шипы и пазы.
В моём случае нашлась доска размером 50х30см. Это не оптимально для стола размером 60х42, но в пределах нашего изделия больше четырёх штук всё равно не поместиться, так что вполне нормально.
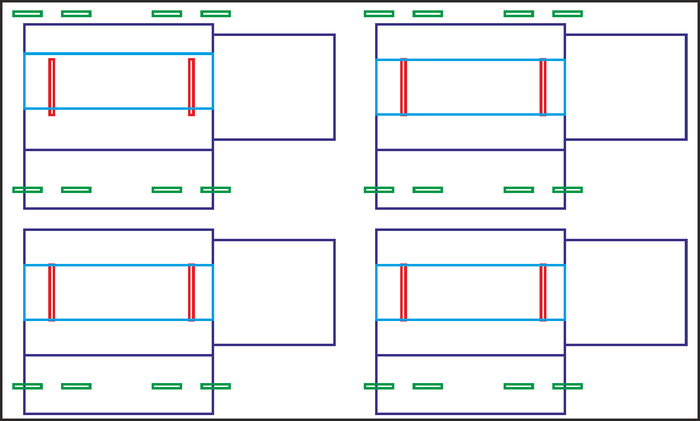
Берём наш чертёж кружки (обозначено синим) и раскидываем по полю любым удобным для нас образом. То есть сеткой. Так как у нас предмет условно цилиндрической формы, мы не можем расположить кружки скруглённой частью к лампе из за риска переотражения излучения от лампы на печатающую голову. Поэтому поворачиваем их настолько безопасно насколько можно. Ну то есть способ размещения у нас по факту только один, ну да.
Определяемся с местом где будут расположены пазы опор (обозначено красным). Делать больше двух на изделие я не вижу никакого смысла ибо третья будет только мешать. Меньше - тоже не рекомендую. Тут можно было поступить умнее и расположить одну из опор в месте где меняется диаметр для более удобного позиционирования, но тогда пришлось бы делать опоры разного диаметра а значит, форма потеряла бы в универсальности.
Зелёным обозначены места пазов доп креплений опор. Потому как доска ХДФ в 3мм пазу решительно отказывается сохранять хоть какое то подобие жёсткости.
Смотрим что бы крепления не мешали кружке спокойно лежать.
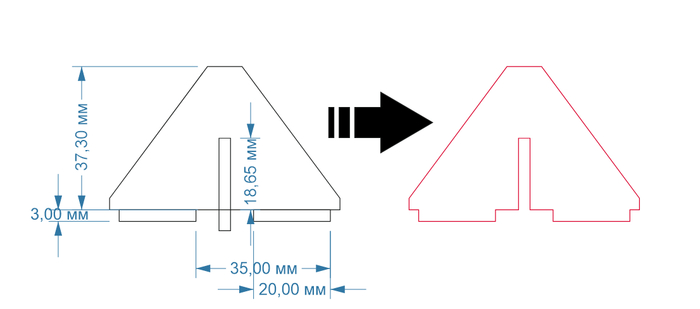
Шаг 4 - опоры и крепления
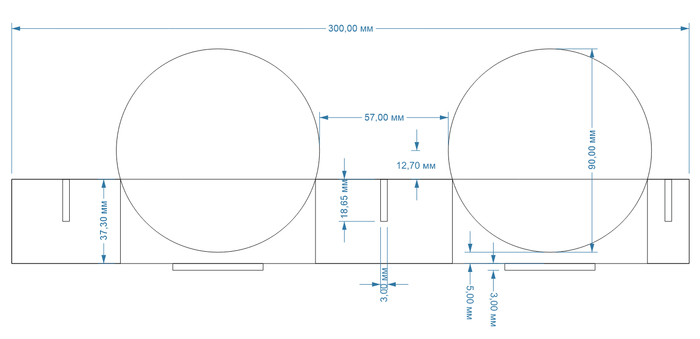
Получилась такая вот фигня. Поясню за размеры:
300мм - размер базы
90мм - диаметр кружки
57мм - расстояние между кружками с учётом, что в этот промежуток должна поместиться её ручка (42мм по замерам) + некоторый зазор что бы она поместилась туда не впритык
37,3мм - высота опоры. 90/2 (середина кружки) - 12,7(половина ширины ручки) = 37,3 - таким образом когда мы положим ручку на опору, кружка будет правильно центрована по своей оси.
18,65 - Высота пазов доп креплений опор. Чисто для симметрии поделил высоту опоры пополам.
5мм - Отступ от низа до кружки для сохранения целостности опоры
3мм - шип высотой ровно в толщину материала из которого всё это безобразие будет изготовлено
Теперь при помощи инструментов формирования приводим это к виду макета детали. Задние минус передние, слияние и вот это вот всё.
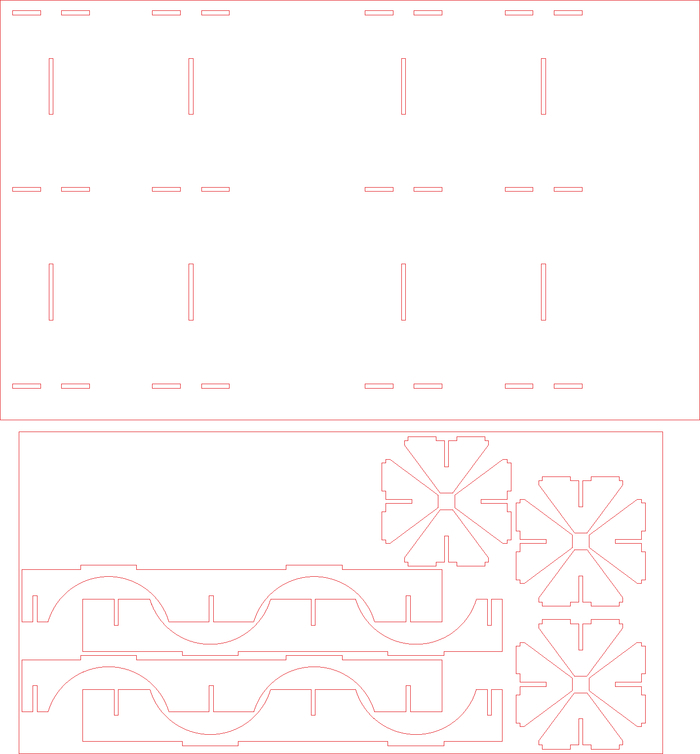
Вот эти
В итоге должно получиться вот это
Теперь доп крепления
Тут все размеры взялись либо с основной опоры, и шипы в соответствии с пазами на днище.
Дублим детали в нужном количестве, компонуем, режем.
Важно что бы границы опоры были именно вырезаны, так как по этим границам мы будем выставлять форму в нулевую позицию принтера
Собираем. На выходе у меня получилось вот это.
В случаях, когда провафлили размеры и шипы болтаются в пазах как сопли по ветру холодным питерским вечером можно использовать клей. В особо запущенных случаях неплохо работает клеевой пистолет.
Кусочек цивилизованного мира
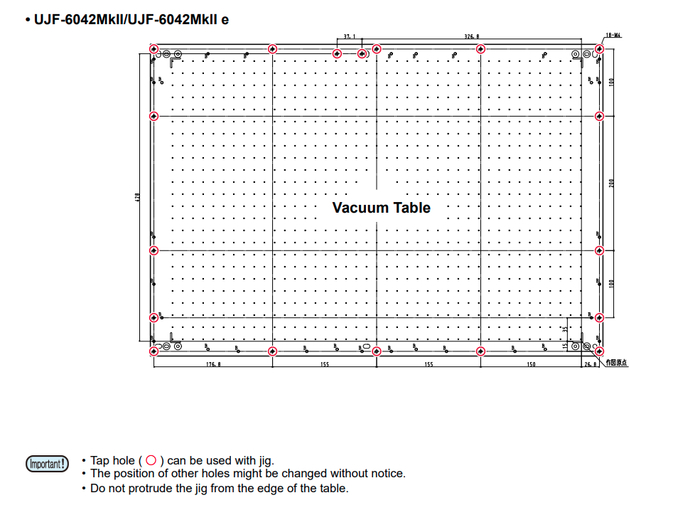
В теории мимаки предлагает нам надёжный метод крепления прям на болты, но зачем если можно всю эту радость присрать обрезками оракала и радоваться. Вопрос скорее к рациональности трудозатрат. Делать что то по уму ради 10 штук тиража и 10000 мотивация очевидно разная. Весь прикол во фразе "позиция отверстий может быть изменена без предупреждения" и таки по ходу в зависимости от года выпуска она реально разная. Так что придётся измерять. В китайском оборудовании, таких приколюх я не замечал.
Наивные японцы предлагают сделать по уму
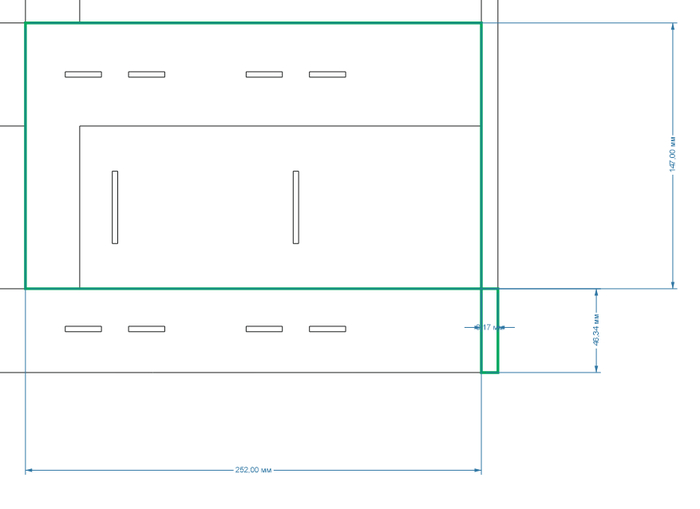
Шаг 5 позиционирование в рипе
Тут я допустил ошибку с довольно дебильной величиной отступов первой позиции 46,34мм по вертикали и 9,17 по горизонтали. Надо было обратить внимание на этот момент в начале. В RL6 нет варианта указать расстояния между объектами в сотых, поэтому, если бы изделий в высоту было бы не 2, а 20, с такой погрешностью в шаге это было бы проблемой.
Безопасность
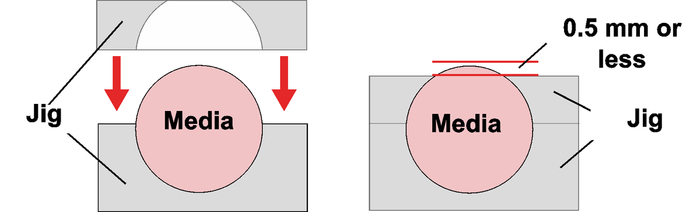
Тут частично рассмотрена тема обратной засветки, но я всё-таки дополню в контексте текущей темы.
По идее тут нужна крышка. То есть нужно было продлить высоту опоры до верхней точки кружки - 4,5мм зона нашей печати - 3мм толщина материала. В моём случае тираж был откровенно не большой и чё уж там я ленивая жопа отказался городить эту конструкцию с учётом обхода ручек кружки.
Примерно так бы выглядел чертёж кабы я бы делал с крышкой
Другой, ещё более кошерный путь - мягкий наполнитель. Берём поролон и нарезаем по форме так что бы торчала только зона печати. Не обязательно что бы оно облегало изделие прям полностью, нас интересует исключительно верхняя плоскость, которая находится в контакте с УФ излучением.
Но это ещё дольше и если делать лазером, торцы поролонки на белых поверхностях могут оставлять следы. Как минимум есть шанс что это придётся оттирать. Но материал типа чёрного поролона сразу решил бы и проблему отражений (это всё потому, что он чёрный ага) и проблема чернильной пыли тоже бы частично решилась.
Отдельная категория - прозрачный ПЭТ и синие поверхности. Тут нужно быть особо внимательным. Потому что:
С ПЭТ довольно сложно удалить статику. А статика = чернильная пыль = борода на ПГ.
Куда полетит УФ излучение от лампы в таком раскладе фиг его знает.
Поэтому на синих, прозрачных и отражающих поверхностях нужно быть предельно внимательным. Что касается прозрачных бутылок, то ничего умнее чем натолкать внутрь чёрного оракала я не придумал. Это помогло, но прям на корню проблемы не решило. Поэтому лучше всё таки использовать крышку или поролон.
Фотка конечно шакальная, но суть думаю понятна
Вместо итога
В целом, таким образом можно хоть лампочку в пространстве зафиксировать. Было бы желание
В ассортименте холстов Indorian есть две позиции с уникальным технологичным покрытием. Изначально они разработаны для широкоформатной УФ и латексной печати, но мы решили расширить горизонты их применения.
Мы предоставили Фонду поддержки современного искусства «СФЕРА» рулоны, чтобы получить честную обратную связь и ответить на вопрос: «Может ли этот уникальный печатный холст быть интересен художественному сообществу?»
Про материал:
Состав материалов: 100% хлопковый и 100% полиэстеровый холсты.
Покрытие: специальное глянцевое полимерное. Оно создает идеально ровную, слегка скользкую поверхность. Поверхность разработана для взаимодействия с конкретными типами чернил:
УФ чернила полимеризуются и мгновенно застывают прямо на поверхности. Гладкое покрытие обеспечивает идеальную адгезию.
Вода в латексных чернилах испаряется, а латекс "плавится" на поверхности. Покрытие выдерживает нагрев и фиксирует цвет.
Покрытие этого холста не оптимизировано для печати сольвентными или пигментными чернилами. Эти технологии требуют иного взаимодействия с поверхностью. Покрытие данного холста работает исключительно в паре с УФ и латексом, обеспечивая заявленное качество печати!
Как повели себя «хлопок» и «синтетика» при нанесении различных типов красок? Мнения разделились. Холст вызвал интерес, но художники действительно выявили для себя специфические особенности материала.
Итак, делимся обратной связью художников:
Хлопок
Плюсы:
Хорошая жесткость;
Приятная структура;
Равномерное покрытие «без узлов»;
Масло ложилось хорошо, серьезных отличий от художественных холстов не было замечено.
Минусы:
Глянцевое покрытие вело себя непредсказуемо с другими художественными техниками: тонкие слои акриловой краски плохо сохли; карандаши не ложились должным образом на покрытие;
Для некоторых художников материал оказался тонок;
Верхний слой при намокании скатывался.
Синтетика
Плюсы:
Легко натягивался на подрамник;
Масло не просачивалось насквозь;
Акриловые маркеры ложились хорошо.
Минусы:
Холодный белый оттенок холста подошел не всем;
Печатное покрытие не прошло тест намоканием;
Акварельные карандаши на глянце теряли свою насыщенность.
Масло
Жидкий подмалевок под пейзаж для теста прасачивания масла сквозь холст. Не просачилось
Акрил
Акрил
Акрил
Карандаш
Выводы
Холст Indorian для УФ и латексной печати с глянцевым полимерным покрытием — материал со своей спецификой. Он создан для определенных типов печати, а из художественных техник лучше всего раскрывается в работе с плотным нанесением масла и акриловых маркеров. Тем, кто привык к работе с «водой» или карандашу, он может показаться непривычным — и это нормально.
Так что перед использованием любых холстов Indorian (да-да, не только для УФ и латекса) и для печати, и для рисования мы предлагаем протестировать качество на бесплатных образцах для того, чтобы проверить совместимость с чернилами или красками. Попробуйте и вы!
Выражаем особую благодарность за участие в эксперименте художникам фонда поддержки современного искусства «СФЕРА»!
В типах УФ чернил запутаться ещё проще чем в сольвенте. Есть немного неверное разделение на "мягкие" и "жёсткие". К жёстким у меня вопросов нет, но "мягкие", пожалуйста, давайте называть "тянущиеся", потому как именно в этом смысл данного вида УФ чернил.
УФ чернила, в отличие от водных или сольвентных имеют две суперспособности. Печать готова к эксплуатации примерно сразу как вышла и принтера и ооооочень широкий диапазон пригодных материалов. Сама по себе химия достаточно агрессивна, но даже в случае если нужно печатать по стеклу или металлу, человечество изобрело множество праймеров с разными свойствами.
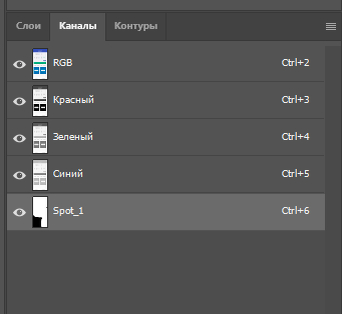
Белила в макете
УФ печать без белого цвета - деньги на ветер. Белый цвет - является спотом, то есть не участвует в цветоделении. То есть в макете, по умолчанию, его просто нет. А это значит его нужно сделать.
Прокидываем споты
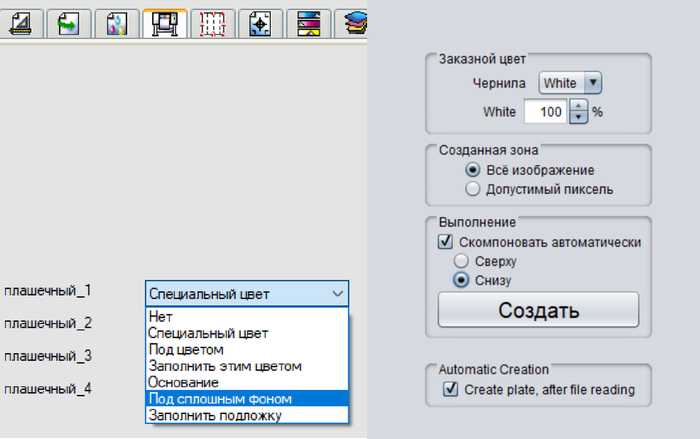
Первый способ - автоматический. Любой приличный софтрип умеет прокидывать белую подложку под цвет. Делается это буквально одной кнопкой. На примере Flexi и RL6
Слева Flexi, справа RL6
Удобно, быстро, но фотопринт не умеет рулить плотностью белого. И приходится делать это другими методами. Например через управляшку.
Минус способа - не получится прокинуть белый выборочно или градиентом.
Управляющая программа Hoson PrintExp
Второй способ - ручной. В зависимости от софта конечно же будет отличаться.
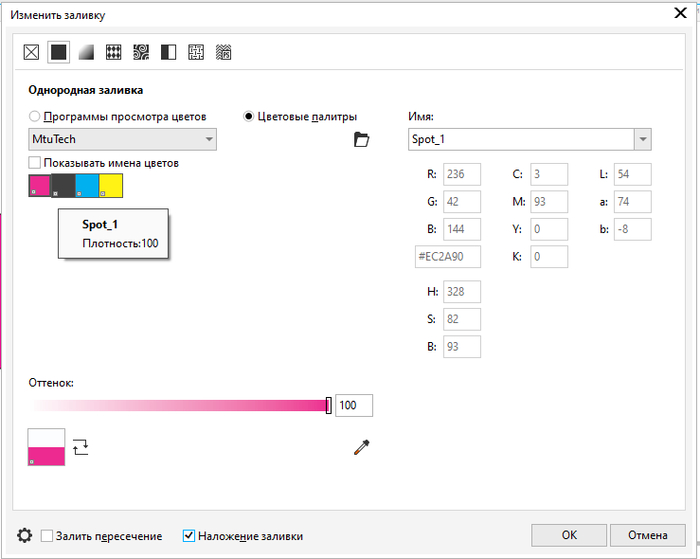
Король дров
Заливаем нужным спотом поверх цвета, ставим галочку наложения и готово.
Спот прокидывается векторами. Можно задать его процентовку, но способов прокидывать в Кореле споты растром мне не известно. Это минус.
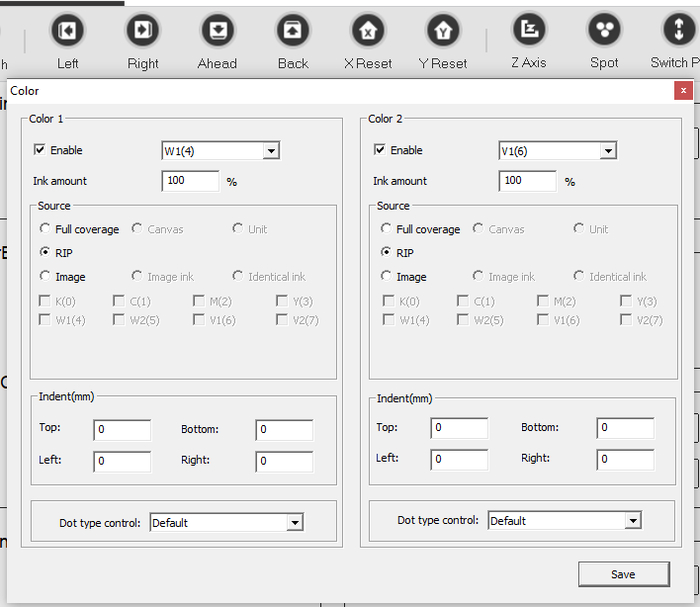
Тут у нас есть прям спот каналы. Не слои, не наложения, а именно каналы. Просто создаём канал с нужным названием и рисуем где нам надо.
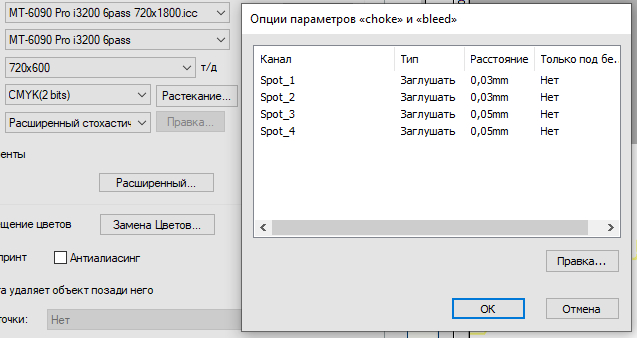
Треппинг/Choke
Чернила, в силу того, что они жидкость имеют свойство растекаться даже при идеальном сведении если навалить достаточно много. Более или менее в зависимости от вязкости.
И вот что бы белый или лак не вываливался за пределы цвета нам эта настройка и нужна. Она уменьшает или увеличивает поля заливки спота по границам макета. Примерно как крутить толщину абриса в Кореле
То есть на макетах без мелких деталей, для безопасности, есть смысл выкрутить поджатие побольше. Важно помнить, что на линиях толщиной, например 0,4мм, при поджатии 0,2 получится 0,4 - 0,2 слева - 0,2 справа = ой а где?
Но, с другой стороны если от тех же 0,4 отнять, например 0,15, то совсем не обязательно что мы получим линию белого именно 0,1 потому что чернила имеют свойство растекаться. В зависимости от типа чернил, их температуры и особенно количества степень растекания будет разной.
Режимы печати
А нам тут есть чем порулить. Сильно больше чем в сольвенте или сублимации. Само наличие лампы подразумевает, что она на что то сильно влияет.
Мат/Глянец
Во времена, когда уф печать была в лакшери сегменте, а сольвент доминировал, был регулярный запрос на матовую печать. На сольвенте его получить можно разве что ламинацией. И вот появилась доступная УФ печать, что просит клиент? Глянцу! Логика получить что то не "как у всех" понятна, но печаль глубока.
Однако же, мнение, что уф печать умеет выдавать только глянец - наполовину миф. Степень глянца зависит от времени между тем как чернила попали на материал и засветкой.
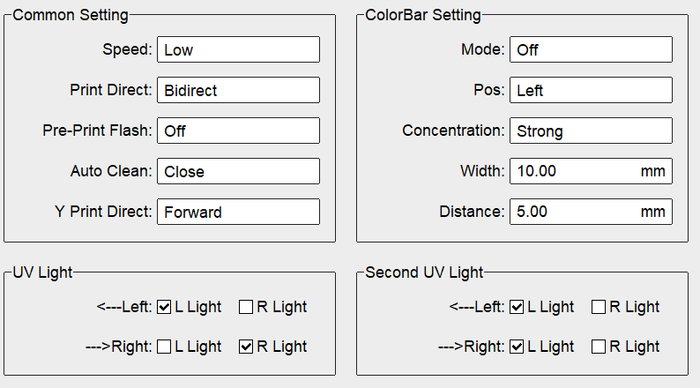
Hoson PrintExp - основные крутилки
Инверсия ламп один из очевидных фокусов как получить более глянцевую печать. Но на разной ширине печати эффект будет разный, так что пользоваться им нужно с осторожностью.
Так же, на глянец влияет интенсивность засветки, скорость движения каретки и, очевидно, сам материал.
Лак/объём
Уровень глянца который мы можем получить при использовании лака для цветных или белых чернил недостижим. Лак банально сильнее растекается. Это наводит на мысли, что по хорошему ему требуется другая форма волны, но мы в этом дебри лезть не будем.
Считается, что лак в уф печати не несёт защитных функций как ламинация. И это так. Ну может немножко, в отдельных случаях.
В задачах, где мы хотим получить визуальный объём очень хорошо работает контраст между глянцем и матом, но если нам нужно нарастить фактический объём как со шрифтом Брайля - белила справляются лучше.
Но, если нам захотелось выборочно сравнять ландшафт то с этой задачей лучше справится именно лак. Такие задачи редки, но иногда появляются на впитывающих или текстурных материалах типа бумаги или фанеры. Так что ограничено применять лак в качестве грунта это реальность. По крайней мере если вам нужна выборочная гладкая область на таких материалах других способов мне неизвестно.
Мягкость/усадка
На примере самоклейки. Чернила ложатся на материал плёнкой, особо не растворяя материал. В зависимости от толщины этой "плёнки" на самоклейке, при сгибании от чернил будет требоваться разная степень гибкости и растяжения. Потому как при достаточной толщине печати, разница между внешним и внутренним радиусом будет слишком велика что бы ей пренебречь.
Чернила не прописанные как тянущиеся могут иметь некоторую гибкость, то что бы печать не лопалась - требуется способность именно к растяжению. Если же мы печатаем тем, что есть - есть смысл поиграть с интенсивностью засветки или уменьшить толщину печати.
При избытке засветки чернила просто трескаются. При недостатке - воняют и имеют проблемы с адгезией.
Отдельная печаль с тянущимися чернилами. Раз на раз не приходится, но экспериментально установлено, что LUS120 не пригодны для UV DTF. Спустя максимум сутки, печать начинает яростно кукожить, достаточно, что бы оторваться от носителя. Похожая история происходит и на прямой печати, если на тонкий материал бахнуть что ни будь с белым и несколькими слоями лака. Оно просто даёт усадку.
Сушка
В отличие от других чернил уф не досохнет после печати. А значит, мы легко можем упереться в потолок скорости не по возможностям ПГ, а по лампам.
Отдельного внимания заслуживают случаи, когда защитное стекло лампы частично перекрывается краской. Букет проблем который может возникнуть обширен. От тонового положения до проблем с адгезией.
При изменении межпроходного сглаживания, мы фактически увеличиваем количество проходов на погонный метр, а значит и количество уф излучения которое получит печати тоже увеличивается. Это важный момент, когда мы пытаемся регулировать мягкость чернил засветкой.
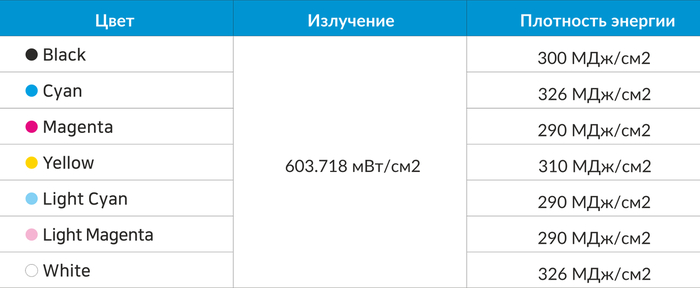
И вот ещё какая штука. Чернила разного цвета, внезапно, сохнут чутка по разному. Белый, требует чуть больше энергии, потому что всегда льётся плотной плашкой и потому что он белый. Разный цвет в большей или меньшей степени отражает уф излучение.
Ну и на добивочку. Показателю мВт/см2 важно на каком расстоянии лампа находится от материала. Приколы типа разного расстояния у правой и левой лампы вполне вероятны.
Переменный зазор
Было бы странно говорить за УФ печать и не затронуть планшетную печать, где она доминирует. С печатью на листовых материалах всё более менее понятно, но вот сувенирная печать по ручкам или какой другой продукции характерна именно переменным зазором. В таком раскладе невозможно свести бидирект, и путей решения проблемы есть два.
Занизить скорость каретки так, что бы смещение капли при движении было минимально
Печатать в одну сторону
Что из этого будет быстрее сказать сложно. Но на многих машинах заточенных именно под сувенирную печать, с завода стоит только одна лампа. А значит в бидиректе нормально печатать они не способны. Но им и не надо.
К слову, даже в рулонной печати, на разном зазоре, видимо из за разной степени пыления мы получаем разный цвет. Только прикол планшетной печати в том, что зазор может быть разным в пределах одного тиража из за одной кривой ручки которой хочется торчать чуть выше. Ради решения этой проблемы был изобретён т.н. хайдроп, но это тема другого разговора.
Милфы которые нам не нужны
Запах - периодически, вижу заявления мол УФ чернила после печати не имеют запаха. Это жесточайший обман.
Опасности
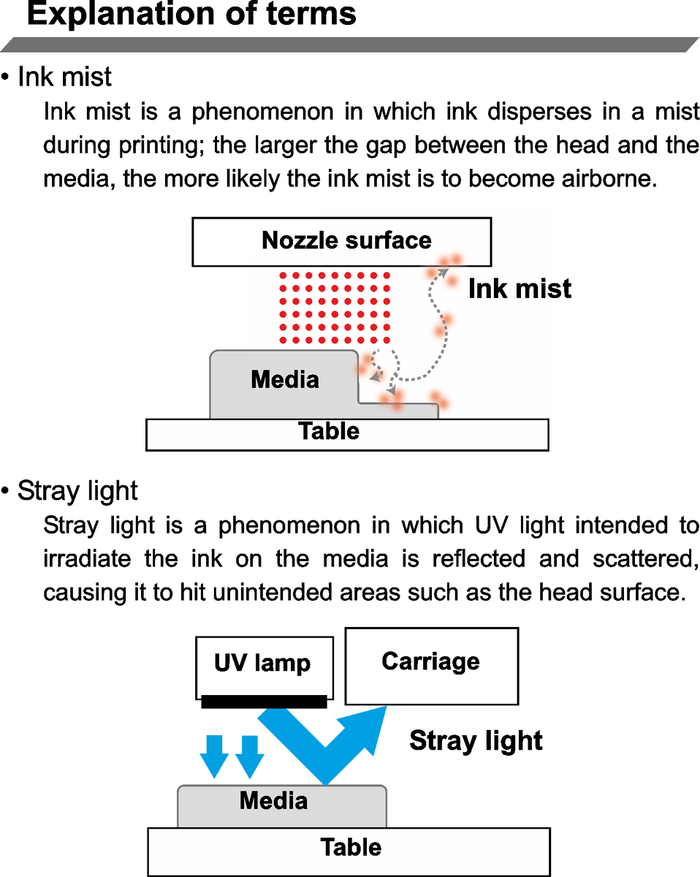
Обратная засветка
А теперь о грустном. Свет не хочет двигаться туда куда мы хотим. Он хочет быть везде. А ПГ очень не любит когда чернила сохнут непосредственно на ней. Отсюда выходит, что существует безопасный диапазон величины зазора между ПГ и материалом.
В какой то момент лампы начали массово немного разворачивать от пг что бы минимизировать отражения в её сторону. И что было хорошее решение. Но! В ситуации когда в зоне печати есть вертикальные плоскости, такой манёвр только усиливает обратную засветку. Ведь от параллельных плоскостей отражений не бывает, а вот от плоскостей которые находятся под углом к источнику - другое дело.
Пыль/статика
У любого принтера, в зоне печати обитает некоторое количество чернильной пыли. УФ печать характерна тем, что эта пыль засвечивается лампой и мы получаем прекрасный абразив который стачивает зеркало и дюзы. Справедливости ради, пигмент сам по себе является абразивом, но в уф это явление более выражено.
В планшетной уф печати мы имеем дело с такими материалами как акрил и листовой ПВХ. Материалы генерирующие количество статики несовместимое с адекватной работой принтера. Сюжет может случится такой. Подсохшая пыль клубится в зоне печати и постепенно нарастает жирной бородой на подошве ПГ.
Тошибе плохо
Комплекс мероприятий по противодействию стандартный. Работаем с влажностью, статикой и регулярным обслуживанием. Просто требуется чуть больше внимания.
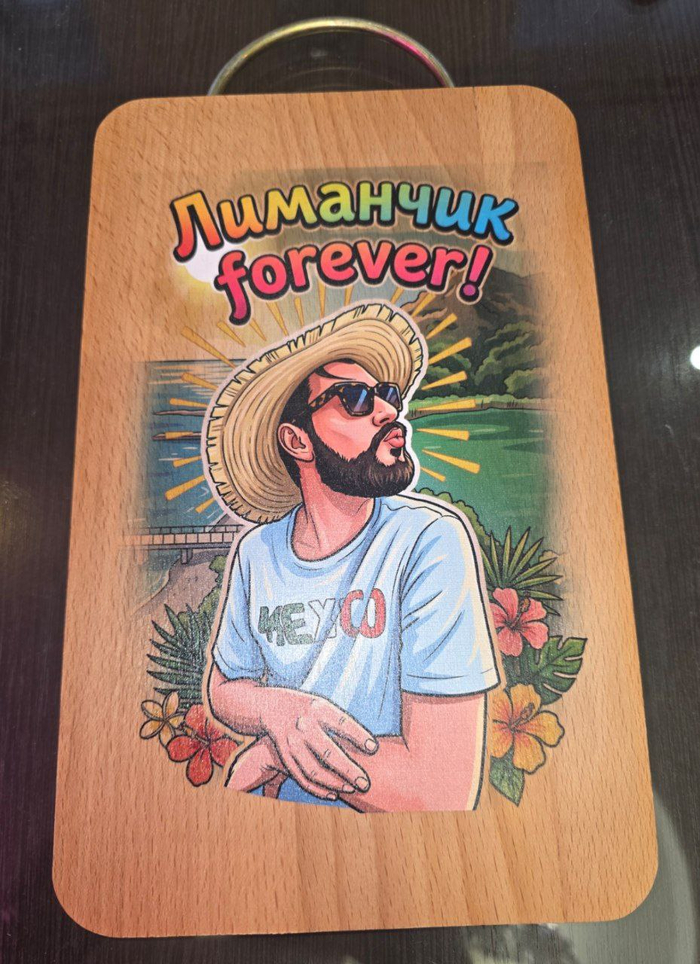
Сегодня день рождения у очень хорошего человека, реализовал задумку такого подарка 😉
В вопросе необычное черное пятно - была маска белой подложки для печати изображения на деревянной основе - для того, чтобы краски были в нужных местах яркими, перед цветным слоем необходимо правильно напечатать подложку белого цвета, чтоб акцентировать на нужных местах яркость красок (и в маске белого все наоборот - где больше черного в макете, там больше белого в печати)
Саму доску использовал готовую, купленную в Ленте. Важно - такого типа буковые доски проходят специальную пропитку при производстве, и краска будет держаться плохо, поэтому нужно обезжирить поверхность и обработать праймером, который обеспечит надежное сцепление краски с деревянной основой.
Так что если нужны будут подобные подарки - теперь вы знаете, к кому обратиться - от макета до готового изделия 😉
(Granatkin - дизайн и секреты сувенирного производства)
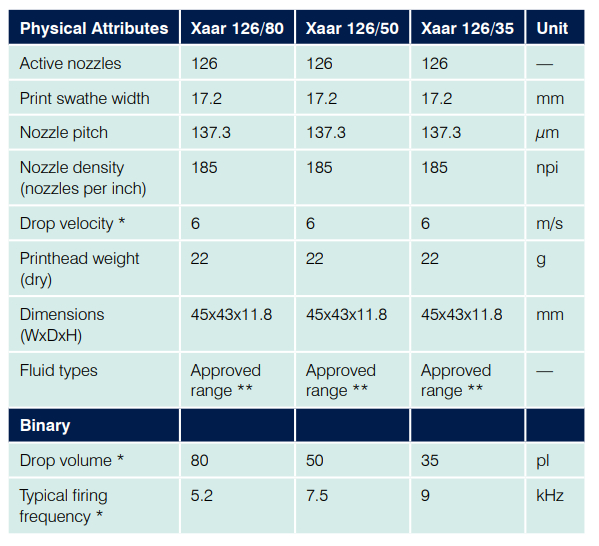
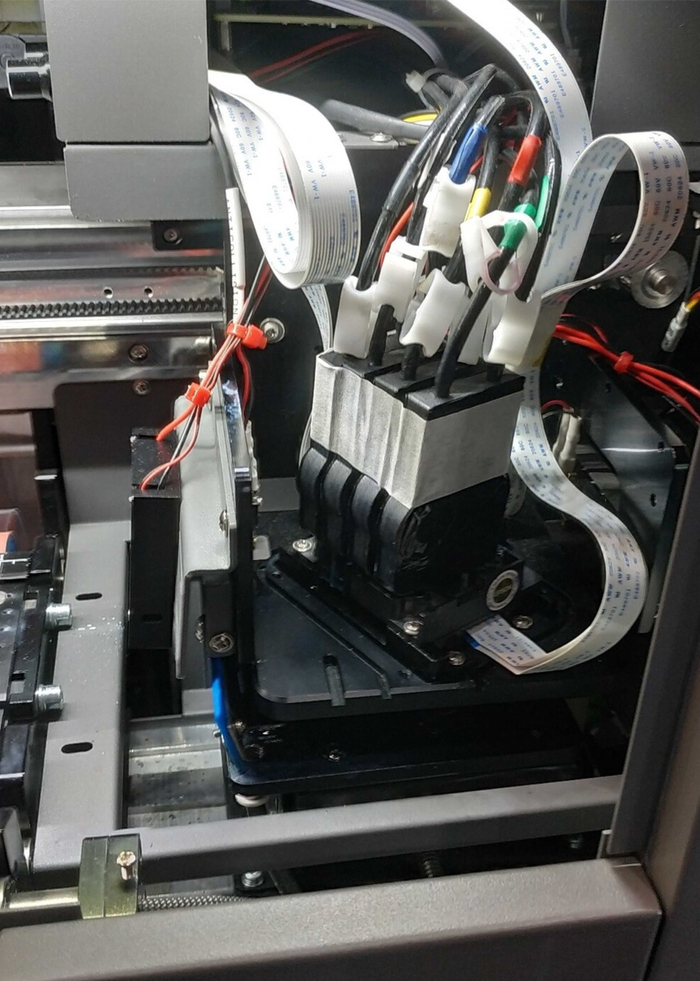
Это были первые попытки китайской промышленности создать доступный интерьерный принтер. Одна проблема. Головы там были XAAR 126.
Безысходность
Идея была гениальной, как топор. Просто повернуть печатающие головы в каретке. Тем самым поднять физическую плотность дюз.
Да, от и так не блистающих ни в какую сторону характеристик, такими манёврами ещё и скорость порежется, но в те времена это никого не волновало.
Я не буду оценивать успех мероприятия колибри, просто из уважения к старичку. Но, стоит отметить, поставленную задачу она выполнила, а оборудование Infinity продолжало шириться и развиваться.
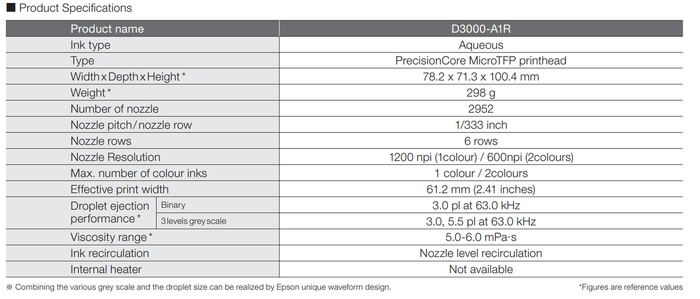
Заводское решение от Epson
Времена менялись и кто бы вы думали повторил этот перфоманс?
Доподлинно неизвестно, что именно побудило инженеров эпсона задиагоналить i3200. Однако происходило то на волне противостояния с тонерными машинами и заходом в этикеточное направление.
Что то на однопроходном
1200npi это вам не это
И они выдали совершенно чудовищное 1200npi да ещё и с рециркуляцией. В принтерах с подвижной кареткой замечены не были.
Другая задача
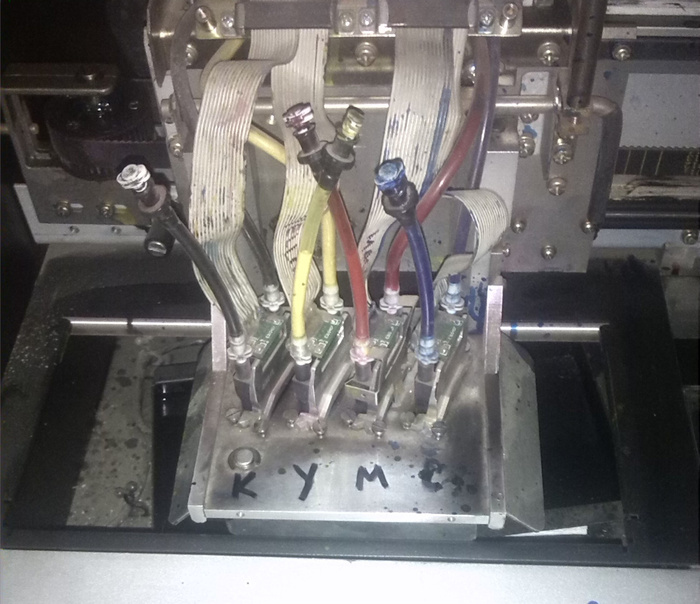
Тем временем, в Китае, где-то на днище рынка, решили помусолить проблему одноголовых принтеров с белым цветом. Когда каналы печатающей головы расположены в линию - очевидно невозможно штатными методами одновременно печатать и белый и цвет.
Стрелками обозначено направление печати
Старый костыль синхронной печати, предлагал делить голову пополам и таким образом получать последовательную печать.
Очевидно, что так мы примерно вполовину проседаем по скорости, но в альтернативе печатать придётся в два слоя. К тому же сильно упрощается калибровка совмещения белого и цвета.
Минусы, правда, перекрыли все преимущества. Печатающая голова должна работать. Если часто печатать в таком режиме, отключенные участки ПГ просто засохнут. Это не говоря о неравномерной её загрузке. Да, теоретически, можно чередовать отключаемые области, но это требует контроля печатного процесса.
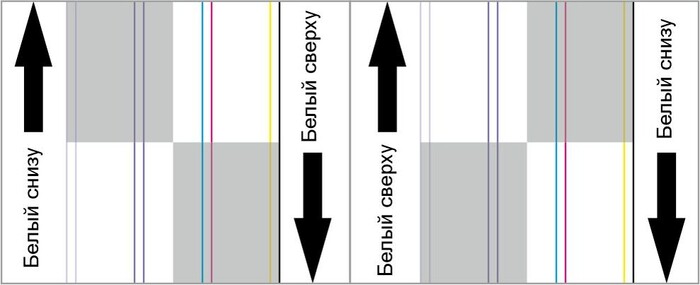
И вот что было придумано
Так выглядит не раскрывающийся потанцевал
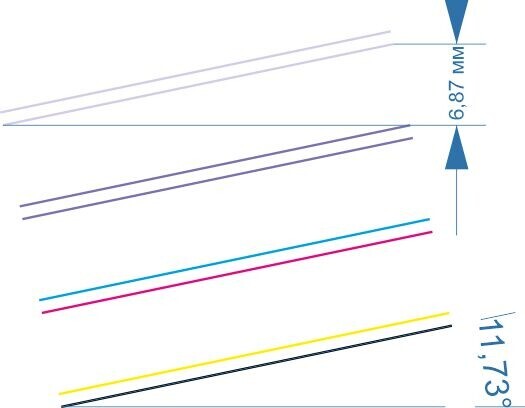
Что было придумано. Берём i3200hd и поворачиваем так, что бы каналы не пересекались.
Должен отметить, что это всяко лучше чем отключать часть головы. Правда, скорость всё ещё не впечатляет.
Путём нехитрых арифметических вычислений получаем картину.
Эффективная ширина печати: 6,9мм = 0,27 дюйма
Плотность дюз: 1 / 0,27 * 400 = 1481npi
С такой шириной прохода далеко конечно не уедешь. С одной стороны, если поиграться с настройками, то, возможно будет печатать в меньшее количество проходов, пользуясь высокой плотностью дюз. Но если вываливать на материал столько за раз - это никакая лампа не засветит.
В качестве выводов
Сложно сказать, что развёрнутая голова лучше синхронной печати. В теории всё выглядит действительно неплохо. Но слишком много нюансов, в правильной реализации которых, на дешёвых принтерах приходиться сомневаться.
Основная цель павда была всё таки сэкономить на второй голове. Штож, разница в ценнике между I3200 U1hd и I1600 150 и 80 тысяч соответственно.
Да-да, все обосновали. Если не в курсе и реально не занимаешься, то так с лапшой и уйдешь. Нет, ну вы то в плюсе останетесь, считай продали свою услугу\товар.
А теперь подробнее: "даже не китайском, принтере головы хватило на полгода, новую вновь взял за 180 + инженер)" Во-первых ее обычно и хватает на пол года при условии постоянного использования и обслуживания, если работаете в этой теме, то знаете что головы живут примерно столько, особенно китайские.
А еще они умирают и никакие ультразвуковые прочистки не помогают. Ну в основном так, хотя некоторые можно еще поддерживать какое-то время. Но все равно, голова - это расходник. Во-вторых 180к - дорого берете, очень. За такие деньги можно новые 4.5 головы dx10 (если не ошибаюсь). Взять. Пусть меня поправят если ошибаюсь. Очень многое зависит от того как хорошо вы разбираетесь в специфике своей работы. Вот я себе не враг, чтобы таблички за 125 руб заказывать. Их потом не отобъешь XD
Приведите в обоснование еще скорость принтера. Он может квадратный метр 10 дней выводить. Сколько таких бизнесменов я уже видел, берут незнамо что с надеждой что оно как начнет золотые яйца нести, а в итоге его обслуживать надо, а еще головы каждый пол года умирают и стоят они ДОРОГО (а когда не разбираешься, то вообще вон за 180к могут втюхнуть):
Я когда был совсем зеленым, то хотел вот эту радость приобрести (Epson уже не помню какой):
Единственное, голова каждые пол года умирает и стоит 120к XD, а так машина - зверь. Брать не стал и не советую.
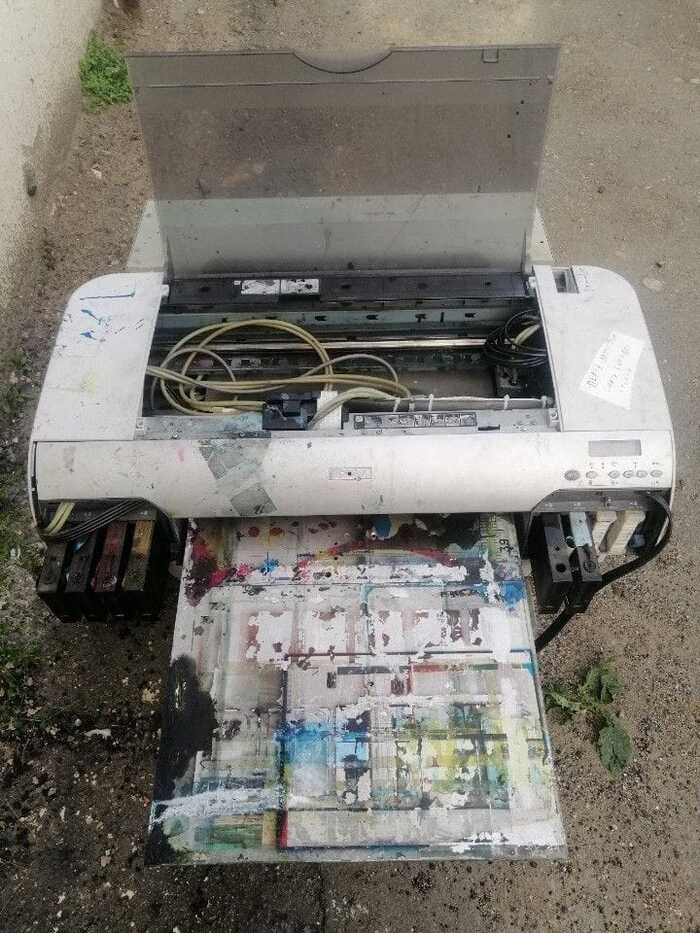
Вас послушаешь... Давайте с другого конца вопрос разберем. Допустим заказываем 1000 табличек по 125500 у вас. Это примерно 125.5 руб за табличку. Я брал китайскую ракетка для настольного тенниса из фанеры с такой табличкой за 250-300 руб. Чтобы не быть голословным, прилагаю фото того что от нее осталось (разобрал и распилил):
Выходит, стоимость таблички (которую вы изготовите) составляет 42% от стоимости ракетки. Ладно, не будем мелочиться, пусть она продается в супермаркете и стоит 600 руб. Тогда стоимость таблички - 20% от стоимости ракетки. Но вы мне сообщили стоимость одной таблички, а на этой ракетке их аж сразу две.
Что в стоимость ракетки кроме таблички входит (кроме проектирования): - материалы (шпон, карбон, клей, лак) - электроэнергия на изготовление (раскрой, термопрес) - резиновые накладки - зп работникам, амортизационные отчисления и все остальное что вы же написали - упаковка (не считаем)
В общем, обдумал ваш ответ, неа. Таблички столько стоить не могут.
"Так что либо, простите, вы болтун про 2000 (покажите тогда акт выполненных работ что ли)" - перевод по СБП, на этом все.
Сегодня, в день своего дня рождения, был приятно удивлён подарком от коллег — невероятно эффектным и продуманным!
В нём поучаствовали все — и дизайнеры, и менеджеры, и производство, и печатники. (придумали коробку, вырезали из фанеры, сделали шильд из металлизированного пластика с печатью, подарочную открытку с фотоколлажем и теплыми словами, отличное вкусное наполнение - радует всё!)
Воистину: подарок, сделанный и собранный своими руками, — лучший подарок!